HPGR augstspiediena slīpēšanas dzirnavas

Pieteikums
Viena piedziņas augstspiediena slīpēšanas rullītis ir īpaši izstrādāts, lai iepriekš sasmalcinātu cementa klinkerus, minerālu sārņus, tērauda klinkerus un tā tālāk mazās granulās, lai īpaši sasmalcinātu metāliskus minerālus (dzelzs rūdas, mangāna rūdas, vara rūdas). , svina-cinka rūdas, vanādija rūdas un citas) un nemetāliskos minerālus (ogļu sēnes, laukšpatu, nefelīnu, dolomītu, kaļķakmeni, kvarcu utt.) sasmalcināt pulverī.
Struktūra un darbības princips
Darba principa diagramma
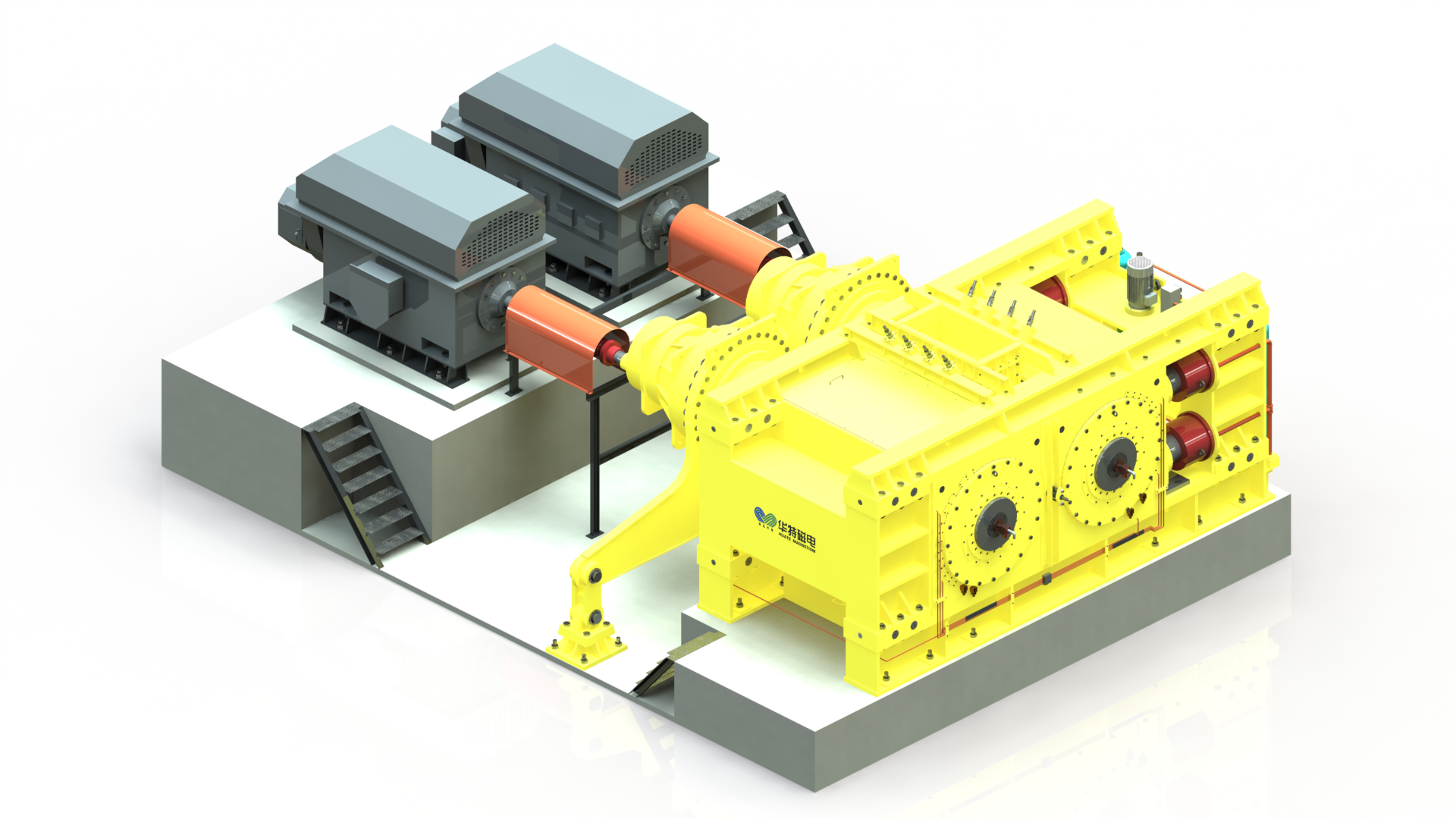
Viena piedziņas augstspiediena slīpēšanas rullī tiek izmantots materiāla agregātu ekstrūzijas slīpēšanas princips. Viens ir stacionārs rullis, bet otrs ir kustīgs rullis. Abi ruļļi griežas pretēji ar tādu pašu ātrumu. Materiāli ieplūst no augšējās padeves atveres un tiek sasmalcināti ekstrūzijas rezultātā ar augstu spiedienu divu ruļļu spraugā un tiek izvadīti no apakšas.
Piedziņas daļa
Nepieciešama tikai viena motora piedziņa, jauda tiek pārsūtīta no stacionārā ruļļa uz kustīgo ruļļu caur zobratu sistēmu, lai abi ruļļi būtu pilnībā sinhronizēti bez slīdēšanas berzes. Viss darbs tiek izmantots materiālu ekstrūzijai, un enerģijas patēriņa izlietojuma līmenis ir augsts, kas ietaupa 45% elektroenerģijas salīdzinājumā ar parasto augstspiediena slīpēšanas rullīti.
Spiediena pielietošanas sistēma
Kombinētā atsperu mehāniskā spiediena pielikšanas sistēma ļauj elastīgi izvairīties no kustīgā ruļļa. Ja iekļūst dzelzs svešķermeņi, atsperes spiediena pielikšanas sistēma tieši atkāpjas un savlaicīgi reaģē, nodrošinot darbības ātrumu līdz 95%; kamēr tradicionālais augstspiediena slīpēšanas rullītis ļauj izvairīties, hidrauliskā eļļa ir jāizvada pa cauruļvadu spiediena samazināšanai. Darbība tiek aizkavēta, kas var izraisīt ruļļa virsmas bojājumus vai hidrauliskās sistēmas darbības traucējumus.
Ruļļa virsma
Ruļļa virsma ir metināta ar sakausējuma nodilumizturīgu metināšanas materiālu, un cietība var sasniegt HRC58-65; spiediens tiek automātiski regulēts ar materiālu, kas ne tikai sasniedz slīpēšanas mērķi, bet arī aizsargā ruļļa virsmu; kustīgais rullis un stacionārais rullis darbojas sinhroni bez slīdēšanas berzes. Tāpēc ruļļa virsmas kalpošanas laiks ir daudz ilgāks nekā parastā augstspiediena slīpēšanas ruļļa kalpošanas laiks.
Galvenās tehniskās īpašības
■ Augsta darba efektivitāte. Salīdzinot ar tradicionālajām drupināšanas iekārtām, apstrādes jauda palielinās par 40 - 50%. PGM1040 apstrādes jauda var sasniegt aptuveni 50 - 100 t/h ar tikai 90kw jaudu.
■ Zems enerģijas patēriņš. Saskaņā ar viena ruļļa braukšanas veidu, braukšanai ir nepieciešams tikai viens motors. Enerģijas patēriņš ir ļoti zems. Salīdzinot ar tradicionālo dubultpiedziņas HPGR, tas var samazināt enerģijas patēriņu par 20–30%.
■ Laba nodilumizturīga kvalitāte. Ar tikai vienu motora piedziņu abu ruļļu sinhronizācijas veiktspēja ir ļoti laba. Ar nodilumizturīgām metināšanas virsmām ruļļi ir ar labu nodilumizturīgu kvalitāti un tos var viegli kopt.
■Augsts darbības ātrums: ≥ 95%. Izmantojot zinātnisko dizainu, iekārtu var radīt spiedienu ar augstspiediena atsperu grupu. Darba spiedienu var regulēt automātiski atbilstoši atsperu grupas kompresei. Nav darbības traucējumu punkta.
■ Augsta automatizācija un viegla regulēšana. Bez hidrauliskās sistēmas darbības traucējumu līmenis ir zems.
■ Ruļļa virsma ir metināta ar sakausējuma nodilumizturīgu metināšanas materiālu ar augstu cietību un labu nodilumizturību; Spiediens uz atsperi rodas no materiāla reakcijas spēka, un spiediens vienmēr ir līdzsvarots, kas ne tikai sasniedz drupināšanas mērķi, bet arī aizsargā ruļļa virsmu; kustīgais rullis un stacionārais rullis ir savienoti un darbināti ar pārnesumu sistēmu, un ātrums ir pilnībā sinhronizēts, tādējādi izvairoties no slīdēšanas berzes starp materiālu un ruļļa virsmu. Tāpēc kalpošanas laiks ir daudz ilgāks nekā dubultpiedziņas HPGR.
■ Kompakta konstrukcija un maza grīdas platība.
系列溢流型棒磨机MBY-G-Series-Overflow-Rod-Mill.jpg)