VIENPIEDZIŅAS AUGSTSPIEDIENA SMAĻU RULLIS

Pielietojuma joma
Viena piedziņas augstspiediena slīpēšanas rullītis ir īpaši izstrādāts, lai iepriekš sasmalcinātu cementa klinkerus, minerālu sārņus, tērauda klinkerus un tā tālāk mazās granulās, lai īpaši sasmalcinātu metāliskus minerālus (dzelzs rūdas, mangāna rūdas, vara rūdas). , svina-cinka rūdas, vanādija rūdas un citas) un nemetālisko minerālu (ogļu sēnes,
laukšpatu, nefelīnu, dolomītu, kaļķakmeni, kvarcu utt.) pulverī.
Struktūra un darbības princips
◆Darba principa diagramma
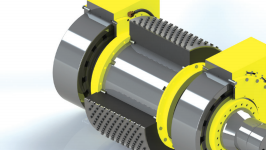
Tiek izmantots viena piedziņas augstspiediena slīpēšanas rullis
Materiālu pildvielu ekstrūzijas slīpēšanas princips.
Viens ir stacionārs rullis, bet otrs ir kustīgs rullis.
Abi ruļļi griežas pretēji ar tādu pašu ātrumu.
Materiāli iekļūst no augšējās padeves atveres,
un tiek sasmalcināti ekstrūzijas dēļ ar augstu spiedienu divu ruļļu spraugā un tiek izvadīti no apakšas.
◆Piedziņas daļa
Nepieciešama tikai viena motora piedziņa,
jauda tiek pārsūtīta no stacionārā ruļļa uz kustīgo riteni caur zobratu sistēmu,
lai abi ruļļi būtu pilnībā sinhronizēti bez slīdēšanas berzes .
Viss darbs tiek izmantots materiālu ekstrūzijai,
un enerģijas patēriņa izlietojuma līmenis ir augsts, kas ietaupa 45% elektroenerģijas salīdzinājumā ar parasto augstspiediena slīpēšanas rullīti.
◆Spiediena pielietošanas sistēma
Kombinētā atsperu mehāniskā spiediena pielikšanas sistēma ļauj elastīgi izvairīties no kustīgā ruļļa.
Ja iekļūst dzelzs svešķermeņi,
atsperes spiediena pielikšanas sistēma tieši atkāpjas un savlaicīgi reaģē, nodrošinot darbības ātrumu līdz 95%;
Lai gan tradicionālais augstspiediena slīpēšanas rullītis ļauj izvairīties, hidrauliskā eļļa ir jāizvada pa cauruļvadu spiediena samazināšanai.
Darbība tiek aizkavēta, kas var izraisīt ruļļa virsmas bojājumus vai hidrauliskās sistēmas darbības traucējumus.
◆Rulļa virsma
Ruļļa virsma ir metināta ar sakausējuma nodilumizturīgu metināšanas materiālu, un cietība var sasniegt HRC58-65; spiediens tiek automātiski pielāgots materiālam,
kas ne tikai sasniedz slīpēšanas mērķi, bet arī aizsargā ruļļa virsmu;
kustīgais rullis un stacionārais rullis darbojas sinhroni bez slīdēšanas berzes.
Tāpēc ruļļa virsmas kalpošanas laiks ir daudz ilgāks nekā parastā augstspiediena slīpēšanas ruļļa kalpošanas laiks.
Galvenās tehniskās īpašības
◆ Augsta darba efektivitāte. Salīdzinot ar tradicionālajām drupināšanas iekārtām, apstrādes jauda palielinās par 40-50%.
PGM1040 apstrādes jauda var sasniegt aptuveni 50–100 t/h ar tikai 90kw jaudu.
◆ Zems enerģijas patēriņš. Saskaņā ar viena ruļļa braukšanas veidu, braukšanai ir nepieciešams tikai viens motors.
Enerģijas patēriņš ir ļoti zems. Salīdzinot ar tradicionālo dubultpiedziņas HPGR, tas var samazināt enerģijas patēriņu par 20–30%.
◆ Laba nodilumizturīga kvalitāte. Ja darbojas tikai viens motors, abu ruļļu sinhronizācijas veiktspēja ir ļoti laba.
Ar nodilumizturīgām metināšanas virsmām ruļļi ir ar labu nodilumizturīgu kvalitāti un tos var viegli kopt.
◆ Augsts darbības ātrums: ≥ 95%. Izmantojot zinātnisko dizainu, iekārtas var radīt spiedienu ar augstspiediena atsperu grupu.
Darba spiedienu var regulēt automātiski atbilstoši atsperu grupas kompresei. Nav darbības traucējumu punkta.
◆ Augsta automatizācija un vienkārša regulēšana. Bez hidrauliskās sistēmas darbības traucējumu līmenis ir zems
◆ Ruļļa virsma ir metināta ar sakausējuma nodilumizturīgu metināšanas materiālu ar augstu cietību un labu nodilumizturību;
Spiediens uz atsperi rodas no materiāla reakcijas spēka, un spiediens vienmēr ir līdzsvarots,
kas ne tikai sasniedz sasmalcināšanas mērķi,
bet arī aizsargā ruļļa virsmu; kustīgais rullis un stacionārais rullis ir savienoti un darbināti ar pārnesumu sistēmu,
un ātrums ir pilnībā sinhronizēts, tādējādi izvairoties no slīdēšanas berzes starp materiālu un ruļļa virsmu.
Tāpēc kalpošanas laiks ir daudz ilgāks nekā dubultpiedziņas HPGR.
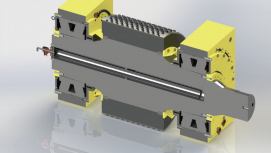
◆ Kompakta konstrukcija un maza platība.
Tehniskie parametri
| Modelis | Ruļļa diametrsmm | Rollplatums mm | M ax .feedsize(Cements, tērauda izdedži, rūdas izdedži) mm | Optimāla barībaizmērs(metālam i n e r a l ,nemetālisksminerāls) mm | mmIzejas izmērs(cements)mm | Apstrādes jaudaT/h | M o t o rjauda Kw | Kontūras izmēri(G × P × A)mm |
| PGM0850 | φ800 | 500 | 50 | 30 | Klasifikācija,<4 | 30~40 | 37 | 2760 × 2465 × 1362 |
| PGM1040 | φ1000 | 400 | 50 | 30 | Klasifikācija,<4 | 50~80 | 90 | 4685 × 4300 × 2020 |
| PGM1060 | φ1000 | 600 | 50 | 30 | Klasifikācija,<4 | 70~110 | 110 | 4685 × 4300 × 2020 |
| PGM1065 | φ1000 | 650 | 50 | 30 | lasifikāciju,<4 | 100~160 | 200 | 5560 × 4500 × 2200 |
| PGM1250 | φ1200 | 500 | 50 | 30 | Klasifikācija,<4 | 120~180 | 250 | 6485 × 4700 × 2485 |
| PGM1465 | φ1400 | 650 | 50 | 30 | Klasifikācija,<4 | 240~320 | 630 | 9200 × 6320 × 3600 |
| PGM1610 | φ1600 | 1000 | 50 | 30 | Klasifikācija,<4 | 500~650 | 1250. gads | 10800×8100×4400 |
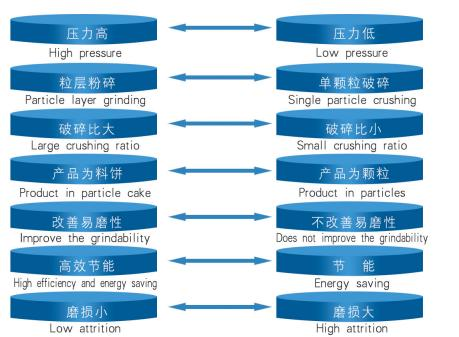
SALĪDZINĀJUMS STARP VIENPIEDZIŅA HPGR UN PARASTĀM HPGR

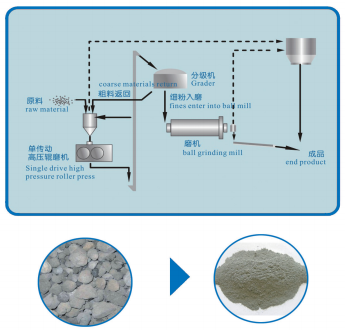
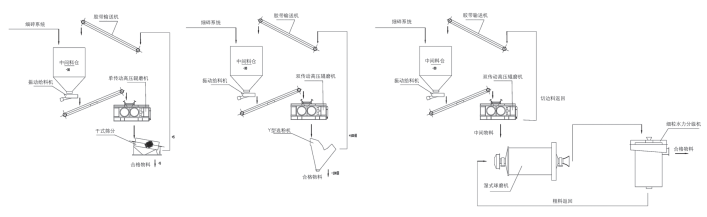
VIENPIEDZIŅA HPGR PRIEKŠSALPOŠANAS PROCESA PLŪSMES SHĒMA
Cementa, rūdas izdedžu un tērauda izdedžu iepriekšēja slīpēšana “Vairāk smalcināšanas un mazākas malšanas, aizstājiet malšanu ar smalcināšanu”, tas ir, iepriekšēja slīpēšana, ir kļuvusi par galveno tehnoloģiju cauruļu dzirnavu ražošanas procesā, lai palielinātu ražošanu un samazinātu enerģijas patēriņu. . Kā vismodernākā pirmsslīpēšanas enerģijas taupīšanas iekārta, viena piedziņas HPGR var sasmalcināt materiālus līdz -4 mm vai -0,5 mm, no kuriem 0,08 mm veido vairāk nekā 30%. Izmantoto lodīšu dzirnavu jaudu var palielināt par 50–100%, un sistēmas slīpēšanas jaudas patēriņu var samazināt par 15–30%.
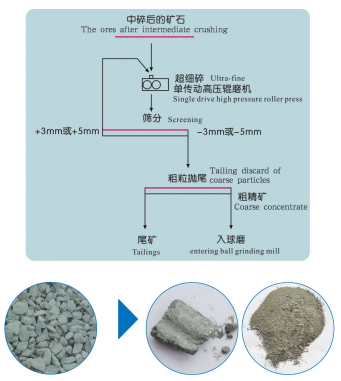
ĪPAŠI Smalkās DZIPNIECĪBAS PROCESA PLŪSMAS GRĀMATA METĀLISKĀ MINERĀLA AR VIENPIEDZIŅAS HPGR
Īpaši smalka metālisku minerālu smalcināšana
Kad minerāli iziet cauri spraugai starp diviem ruļļiem, tie ar augsta spiediena spēku tiek sasmalcināti smalkās daļiņās -5 mm vai -3 mm un lielā daudzumā pulvera. Pateicoties vājajam savienojuma spēkam, kas atrodas saskarnē starp derīgo minerālu un cilpu, viegli rodas noguruma lūzums vai mikroplaisas un iekšējais spriegums. Daļa saskarnes tiks pilnībā atdalīta.
Sakarā ar lielo no HPGR izvadītā smalkā pulvera saturu un to, ka minerāli tiek sasmalcināti gar disociācijas virsmu, salīdzinot ar parasto smalcināšanu, tiek samazināts savstarpējās augšanas īpatsvars sasmalcinātajos produktos un atkritumi. fekts ir labs.
Gan rupjā koncentrāta šķira, gan atkritumu izmešanas iznākums ir ievērojami uzlabots.
LIETOŠANAS PROCESA PLŪSMES SHĒMA NEMETĀLISKIEM MINERĀLIEM AR VIENPIEDZIŅA HPGR
Nemetālu minerālu slīpēšana
Salīdzinot ar tradicionālajām slīpēšanas iekārtām, vienas piedziņas HPGR priekšrocības ir liela vienas mašīnas jauda, zems enerģijas patēriņš, mazāks nodilums un mazāks dzelzs piesārņojums; produkta smalkumu var kontrolēt no 20 līdz 120 acīm, kas var aizstāt lodīšu dzirnavas un radīt jaunu slīpēšanas procesu.

HPGM SĒRIJAS AUGSTSPIEDIENA SMALŠANAS RULLIS
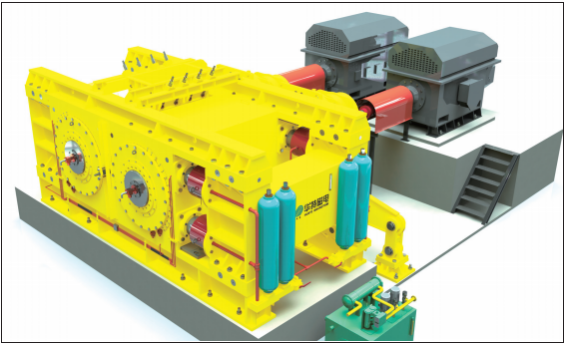
Darba princips
HPGM sērijas augstspiediena slīpēšanas rullis ir jauna veida enerģiju taupoša slīpēšanas iekārta, kas izstrādāta pēc augstspiediena materiāla slāņa pulverizācijas principa. Tas sastāv no diviem saspiešanas ruļļiem, kas sinhroni griežas ar mazu ātrumu. Viens ir stacionārs rullis, bet otrs ir kustīgs rullis, kurus abus darbina lieljaudas motors. Materiālus vienmērīgi padod no diviem ruļļiem, un saspiežošais rullis tos nepārtraukti ienes ruļļa spraugā. Pēc augsta spiediena 50–300 MPa iedarbības blīvā materiāla kūka tiek izvadīta no iekārtas. Izvadītajā materiāla kūkā papildus noteiktai daļai kvalificēto izstrādājumu nekvalificētu produktu daļiņu iekšējā struktūra ir piepildīta ar lielu skaitu mikroplaisu augsta spiediena ekstrūzijas dēļ, lai materiāla slīpēšanas spēja tiktu samazināta. ievērojami uzlabots. Materiāliem pēc ekstrūzijas pēc sadalīšanas, klasificēšanas un sijāšanas smalkie materiāli, kas mazāki par 0,8 mm, var sasniegt aptuveni 30%, bet materiāli, kas ir mazāki par 5 mm, var sasniegt vairāk nekā 80%. Tāpēc turpmākajā slīpēšanas procesā malšanas enerģijas patēriņu var lielā mērā samazināt, lai varētu pilnībā izmantot slīpēšanas iekārtas ražošanas jaudu, parasti lodīšu dzirnavu sistēmas jaudu var palielināt par 20% ~ 50 %, un kopējo enerģijas patēriņu var samazināt par 30% ~ 50% vai vairāk.
Pielietojuma lauki
Ķīnā ir daudz dažādu metālu rūdas resursu, taču vairumam minerālu šķirņu īpašības ir sliktas, dažādas un smalkas. Lai atrisinātu neatrisinātās problēmas kalnrūpniecības attīstības ekonomiskajos, tehniskajos un vides aizsardzības aspektos, iekšzemes metālrūpniecības uzņēmumi aktīvi ievieš, sagremo un absorbē ārvalstu jaunas un efektīvas kalnrūpniecības iekārtas. Šajā tirgus situācijā HPGR ir augstas efektivitātes slīpēšanas iekārta, kas pirmo reizi tika pētīta un demonstrēta, un to sāk izmantot vietējos metāla ieguves uzņēmumos. Tas ir arī raktuvju ražošanas aprīkojums, ko visvairāk skar vietējā kalnrūpniecības nozare. Var teikt, ka HPGR plaši izmanto sadzīves metālraktuvēs. HPGR ir plaši izmantots gan mājās, gan ārzemēs, slīpējot cementa rūpniecībā, granulējot ķīmiskajā rūpniecībā un smalkā granulu slīpēšanā, lai palielinātu īpatnējo virsmu. To izmanto metāla rūdas smalcināšanai, lai sasniegtu dažādus mērķus, piemēram, vienkāršotu smalcināšanas procesu, vairāk sasmalcinot un mazāk slīpējot, uzlabojot sistēmas produktivitāti, uzlabojot slīpēšanas efektu vai atdalīšanas indikatorus.
Praktiskā pielietojuma joma
1. Vidēja, smalka un īpaši smalka beramo materiālu slīpēšana.
2. Minerālu pārstrādes rūpniecībā var novietot pirms lodīšu dzirnavām kā iepriekšējas slīpēšanas iekārtu vai izveidot kombinētu malšanas sistēmu ar lodīšu dzirnavām.
3. Oksidēto granulu rūpniecībā var aizstāt parasti izmantotās mitrās dzirnavas.
4. Celtniecības materiālos, ugunsizturīgos materiālos un citās nozarēs ir veiksmīgi izmantotas cementa klinkera, kaļķakmens, boksīta un citās slīpēšanas jomās.
Produkta priekšrocības
1. Pastāvīga spiediena dizains nodrošina vienmērīgu spiedienu starp ruļļiem un nodrošina saspiešanas efektu.
2. Automātiska novirzes korekcija, var ātri pielāgot ruļļa spraugu, lai nodrošinātu iekārtas gludumu.
3. Malu atdalīšanas sistēma samazina malu efektu ietekmi uz saspiešanas efektu.
4. Ar cementētām karbīda tapām, ilgu kalpošanas laiku, vieglu apkopi un nomaināmu.
5. Vārstu banka pieņem importētus komponentus, un hidrauliskajai sistēmai ir saprātīgs dizains un laba uzticamība.
HPGR struktūra

| Modelis | Ruļļa diametrsmm | Ruļļa platums mm | Caurlaidejaudu | Barības lielums | Mašīnas svarst | Uzstādīta jauda |
| HPGM0630 | 600 | 300 | 25-40 | 10-30 | 6 | 74 |
| HPGM0850 | 800 | 500 | 50-110 | 20-35 | 25 | 150-220 |
| HPGM1050 | 1000 | 500 | 90-200 | 20-35 | 52 | 260-400 |
| HPGM1250 | 1200 | 500 | 170-300 | 20-35 | 75 | 500-640 |
| HPGM1260 | 1200 | 600 | 200-400 | 20-35 | 78 | 600-800 |
| HPGM1450 | 1400 | 500 | 200-400 | 30-40 | 168 | 600-800 |
| HPGM1480 | 1400 | 800 | 270-630 | 30-40 | 172 | 800-1260 |
| HPGM16100 | 1600 | 1000 | 470-1000 | 30-50 | 220 | 1400-2000 |
| HPGM16120 | 1600 | 1200 | 570-1120 | 30-50 | 230 | 1600-2240 |
| HPGM16140 | 1600 | 1400 | 700-1250 | 30-50 | 240 | 2000-2500 |
| HPGM18100 | 1800. gads | 1000 | 540-1120 | 30-60 | 225 | 1600-2240 |
| HPGM18160 | 1800. gads | 1600 | 840-1600 | 30-60 | 320 | 2500-3200 |
Jauna tipa stud roll virsmas tehnoloģija
Tas izmanto augstas kvalitātes cieto sakausējumu kniedes ar augstu cietību un labu nodilumizturību.
Radu izkārtojums ir izstrādāts ar datorsimulāciju,
un izvietojums ir saprātīgs, kas var veidot vienmērīgu materiāla slāni starp radzēm, efektīvi aizsargājot tapas un ruļļu virsmas,
un uzlabojot saspiešanas ruļļa kalpošanas laiku. Kniedes ir uzstādītas ar importētām speciālām līmēm ērtai nomaiņai.

Ruļļu bukses un galvenās vārpstas atdalīšanas tehnoloģija
Saspiežamā ruļļa galvenais korpuss ir izgatavots no augstas kvalitātes kalta tērauda, un ruļļa bukse ir kalta ar augstas kvalitātes leģēto tēraudu. Galvenā vārpsta un ruļļi ir izgatavoti no dažādiem materiāliem, kas uzlabo galvenās vārpstas stingrību un ruļļa bukses stingrību. Vārpstas bukses kalpošanas laiks ir ievērojami uzlabots. Ruļļa bukses nomaiņa ir ērta.
Gultņu ātrās montāžas un demontāžas tehnoloģija Ir pieņemti augstas kvalitātes konusveida caurumu gultņi un ir iepriekš izveidota augstspiediena eļļas tvertne. Gultni var viegli demontēt, izmantojot augstspiediena eļļas sūkni, ievērojami samazinot gultņa nomaiņas grūtības un uzlabojot apkopes efektivitāti

Vairākas kombinētās blīvēšanas tehnoloģijas
Gultņa blīvējums izmanto dažādus J-veida un V-veida un labirinta blīvējumus, un kombinētā blīvēšanas tehnoloģija efektīvi nodrošina gultņa blīvēšanas efektu.
Dzelzsrūdas bagātināšanas plūsma
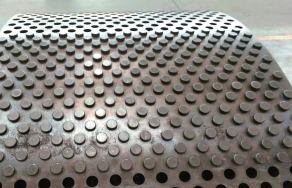
Augstas kvalitātes nodilumizturīga ruļļu virsma ar tapām
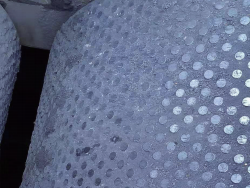
Pēc materiālu izspiešanas,
uz ruļļa virsmas veidojas blīvs materiāla slānis, lai aizsargātu ruļļa virsmu.

Izejviela

Materiāls kūka





